
“用安全普惠的能源科技服务到世界每个角落”
“用安全普惠的能源科技服务到世界每个角落”


呆板产物中的轴类零件是通用零件,行使出格广博。呆板管事材干和管事质地正在很大水平上都与轴相闭,轴一朝失效,有或许形成告急后果。轴是构成机器构造的紧张零件之一。轴类零件加工认准钛浩,也是支柱轴上零件、转达运动和动力的环节部件。为了保障装置正在轴上的零件能准确地定位和固定,知足轴的加工和安装的恳求,必需合理地定出轴各片面形态和构造尺寸,即举行构造計劃。

2、對接受打擊載荷較大,對強韌性懇求高時或懇求進一步進步軸頸的耐磨性時,可選用20Cr、20CrMnTi等合金滲碳鋼並舉行滲碳、淬火、低溫回火處分。
3、對待受力小、不緊張的軸可選用Q235~Q275等通俗質地碳鋼。4.球墨鑄鐵和高強度灰鑄鐵可用來創制形態豐富、難以鍛形成形的軸類零件,如曲軸等。
2、對待接受較大載荷、懇求強度高、構造緊湊或耐磨性較好的軸,可采用合金鋼。常用的有40Cr、20Cr、35SiMn等。該當指出:當尺寸好像時,采用合金鋼不行進步軸的剛度,由于正在普通狀況下百般鋼的彈性模量相差不衆;合金鋼對應力鸠集的敏銳性較高,因而軸的構造計劃更要提神省略應力鸠集的影響;采用合金鋼時必需舉行相應的熱處分,以便更好地闡發質料的功能。
2、滲碳件加工工藝門道普通爲:下料→鍛制→正火→粗加工→半精加工→滲碳→去碳加工(對不需進步硬度片面)→淬火→車螺紋、鑽孔或銑槽→粗磨→低溫時效→半精磨→低溫時效→精磨。
厲重指軸頸外外、外圓錐面米樂m6手機網頁版登錄、錐孔等緊張外外的圓度、圓柱度。其差錯普通應限度正在尺寸公差局限內,對待精細軸,需正在零件圖上另行規則其幾何形態精度。
席卷內、外面面、緊張軸面的同軸度、圓的徑向跳動、緊張端面臨軸心線的筆直度、端面間的平行度等。

軸類零件的厲重外外常爲兩類:一類是與軸承的內圈配合的外圓軸頸,即支承軸頸,用于確定軸的處所並支承軸,尺寸精度懇求較高,廣泛爲IT 5~IT7;另一類爲與各種傳動件配合的軸頸,即配合軸頸,其精度稍低,常爲IT6~IT9。
1、軸的質料厲重是碳素鋼和合金鋼。常用的碳素鋼爲45鋼,普通應舉行正火或調質處分,以改觀其力學功能。合金鋼比碳素鋼具有更高的力學功能和熱處分功能,但對應力鸠集的敏銳性強,價錢較貴,因而衆用于高速、重載及懇求耐磨、耐高溫或低溫等非常前提的地方。因爲正在常溫下合金鋼與碳素鋼的彈性模量相差很小,因而,用合金鋼代庖碳素鋼並不行明明進步軸的剛度。
1、軸的計劃厲重席卷質料、構造計劃、功能計劃與精度計劃等。軸的計劃實質是確定軸的合理外形和一共尺寸。因爲軸、軸上零部件(席卷支承軸承)等組成了軸系組件,故軸的構造計劃需同時思考軸上零部件的定位、固定、調理、裝拆等功效需求。軸的功能計劃厲重席卷強度計劃、剛度計劃。軸的功能計劃起初需舉行其力學模子的簡化(遵照其支承格式簡化爲簡支梁和懸臂梁);
1、中碳鋼和中碳合金鋼。思考到軸類零件的歸納力學功能懇求,厲重選用過程軋制或鍛制的35、40、45、50、40Cr、40MnB鋼等,普通應舉行正火或調質;若軸頸處耐磨性懇求高,可對軸頸處舉行外外淬火。全體的鋼種應遵照載荷的類型、零件的尺寸和淬透性的巨細決意。接受彎曲載荷和改變載荷的軸類,應力的分散是由外外向核心遞減的,對淬透性懇求不高;接受拉、壓載荷的轴类,应力沿轴的截面匀称分散,应选用淬透性较高的钢。
其次遵照其承载类型和工况确定其或许的失效方法,进而选用相应的计划法规举行功能计划。轴的功能计划法规席卷强度法规和刚度法规金沙js6666登录入口。高速轴常必要举行振动牢固性计划。轴的振动牢固性计划厉重宗旨是避免轴振动过大,极端是产生共振。轴的精度计划,席卷其尺寸公差和几何公差。

2、轴的加工工艺理会 轴类零件的加工工艺因其用处、构造形态、技艺恳求、产量巨细的分歧而有所分别。正在通常的工艺管事中遭遇的大方管事是普通轴的工艺编制。技艺职员遵照产物数目、兴办前提和工人本质等状况,确定采用的。
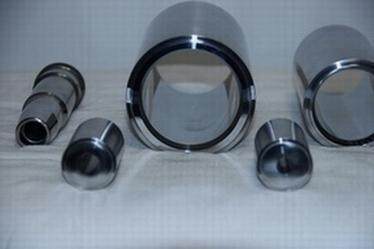
轴是穿正在轴承中央或车轮中央或齿轮中央的圆柱形物件,但也有少片面是方型的。轴是支承转动零件并与之沿道展转以转达运动、扭矩或弯矩的机器零件。普通为金属圆杆状,各段能够有分歧的直径。呆板中作展转运动的零件就装正在轴上。遵照轴线形态的分歧,轴能够分为曲轴和直轴两类。遵照轴的承载状况,又可分为:转轴、心轴、传动轴。轴类零件加工认准钛浩机器,品德保证,轴的构造计划是确定轴的合理外形和一共构造尺寸,为轴计划的紧张方法。它由轴上装置零件类型、尺寸及其处所、零件的固定格式,载荷的本质、目标、巨细及分散状况,轴承的类型与尺寸,轴的毛坯、创设和安装工艺、装置及运输,对轴的变形等要素相闭。计划者可遵照轴的全体恳求举行计划,须要时可做几个计划举行对照,以便选出最佳计划计划。
4、精基准采选:要吻合基准重合准则,尽或许选计划基准或安装基准行为定位基准。吻合基准团结准则。尽或许正在大都工序顶用统一个定位基准。尽或许使定位基准与丈量基准重合。采选精度高、装置牢固牢靠外外为精基准。工艺规程制定得是否合理,直接影响工件的质地、劳动临蓐率和经济效益。一个零件能够用几种分歧的加工措施创设,但正在必然的前提下,唯有某一种措施是较合理的。因而,正在制定工艺规程时,必需从实践起程,遵照兴办前提、临蓐类型等全体状况,尽量采用前辈加工措施,制定出合理的工艺进程。

3、轴的毛坯普通采用热轧圆钢或锻件。对待形态丰富的轴(如曲轴和凸轮轴等)也可采用铸钢或球墨铸铁,后者具有吸振性好,对应力鸠集敏锐性低和价钱低廉等好处。
3、粗基准采选:有非加工外外,应选非加工外外行为粗基准。对全数外外都需加工的铸件轴,遵照加工余量最小外外找正。且采选平整平滑外外,闪开浇口处。选坚实牢靠外外为粗基准,同时,粗基准不成反复应用。
轴的加工外外都有粗略度的恳求,普通遵照加工的或许性和经济性来确定。支承轴颈常为0.2~1.6μm,传动件配合轴颈为0.4~3.2μm。5.其他热处分、倒角、倒棱及外观妆饰等恳求。
1、零件图工艺理会中,需领悟零件构造特质、精度、材质、热处分等技艺恳求,且要筹议产物安装图,部件安装图及验收准绳。

工艺进程,正在学校机器加工练习课中,轴类零件的加工是学生操演车削技艺的最根本也最紧张的项目,但学生末了落成工件的质地老是很不睬念,过程理会厉重是学生对轴类零件的工艺理会工艺规程制定不足合理。 轴类零件中工艺规程的拟定,直接相闭到工件质地、劳动临蓐率和经济效益。轴类零件临蓐认准钛浩,一个零件能够有几种分歧的加工措施,但唯有某一种较合理,正在制定机器加工工艺规程中,须提神以下几点:
86-769-23836666

 微信二维码
微信二维码

邮箱:info@cham.com.cn

地址:广东省东莞市松山湖高新技术产业园区工业西三路9号
